OK, we’ll say it. T-shirts are our bread and butter. They are a pleasure to print and to wear. By using manual presses, we ensure that every piece receives the utmost care. In addition to t-shirts, we also print on a variety of cotton and poly-cotton items: sweatshirts, shorts, golf shirts, tote bags and aprons… just to name a few.
In most cases, we provide the items to be printed (you can check out the online catalog here) but we will occasionally print on customer-supplied garments provided they meet certain criteria. If this is the case, please contact us to discuss your project.
SCREENPRINTING
Our minimum for screenprinting is 12 items per ink color. A two-color design would have a minimum order of 24 pieces, a three-color would require 36, and so forth.
Turnaround time is approximately two weeks (14 calendar days) for a production run of less than 400 items. Allow about three weeks for quantities greater than 400. If you need something faster, we’ll do our best to work within your deadline. Please note that we cannot schedule your project until we have a confirmed shirt order and your art concept or design. It’s always good to plan in advance since our schedule can fill up quickly, especially in the spring and fall seasons.
Screenprinting techniques vary widely. Here are some of the most common ways we can accommodate your projects:
![]()

#1: The ‘old-school’ single color. Sometimes in this overly-complicated world, we all crave a little simplicity. It’s a tried-and-true way of getting your message across in a straight-forward manner… and the minimum order is only a dozen.
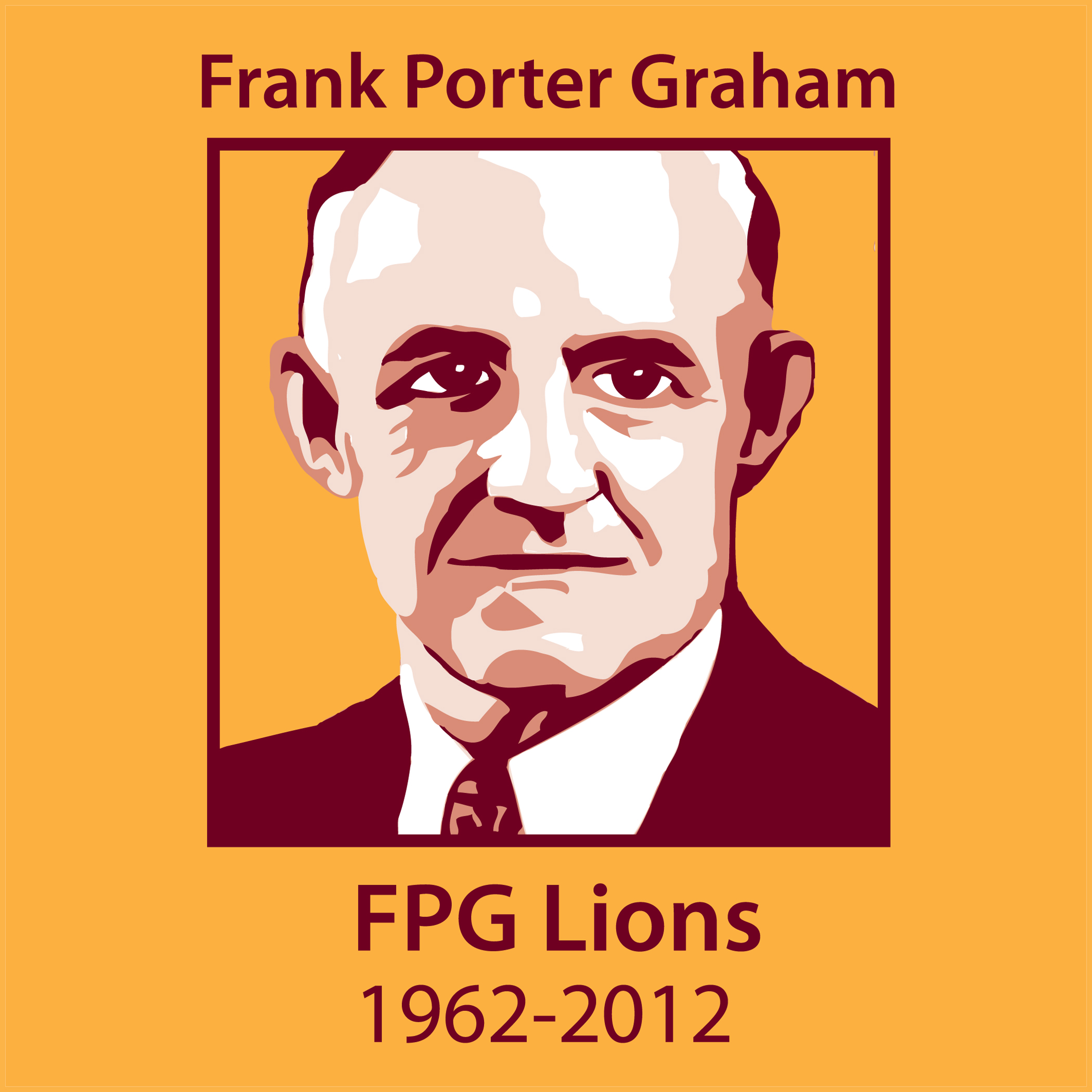
#2: The multi-color. From two colors to six, this options lets you highlight areas of your design and make it a little more complex. (This sample, a four-color print, was made for our friends at Frank Porter Graham Elementary.)
#3: The half-tone. Half-tones are dot patterns that allow you to tint certain areas of your design or create gradations between colors. Disclaimer: We are ambivalent about putting half-tones on a t-shirt since the effect is coarse and looks extremely computer-generated. (However, the Sutton’s Drugstore logo designer handled it with flying colors.)
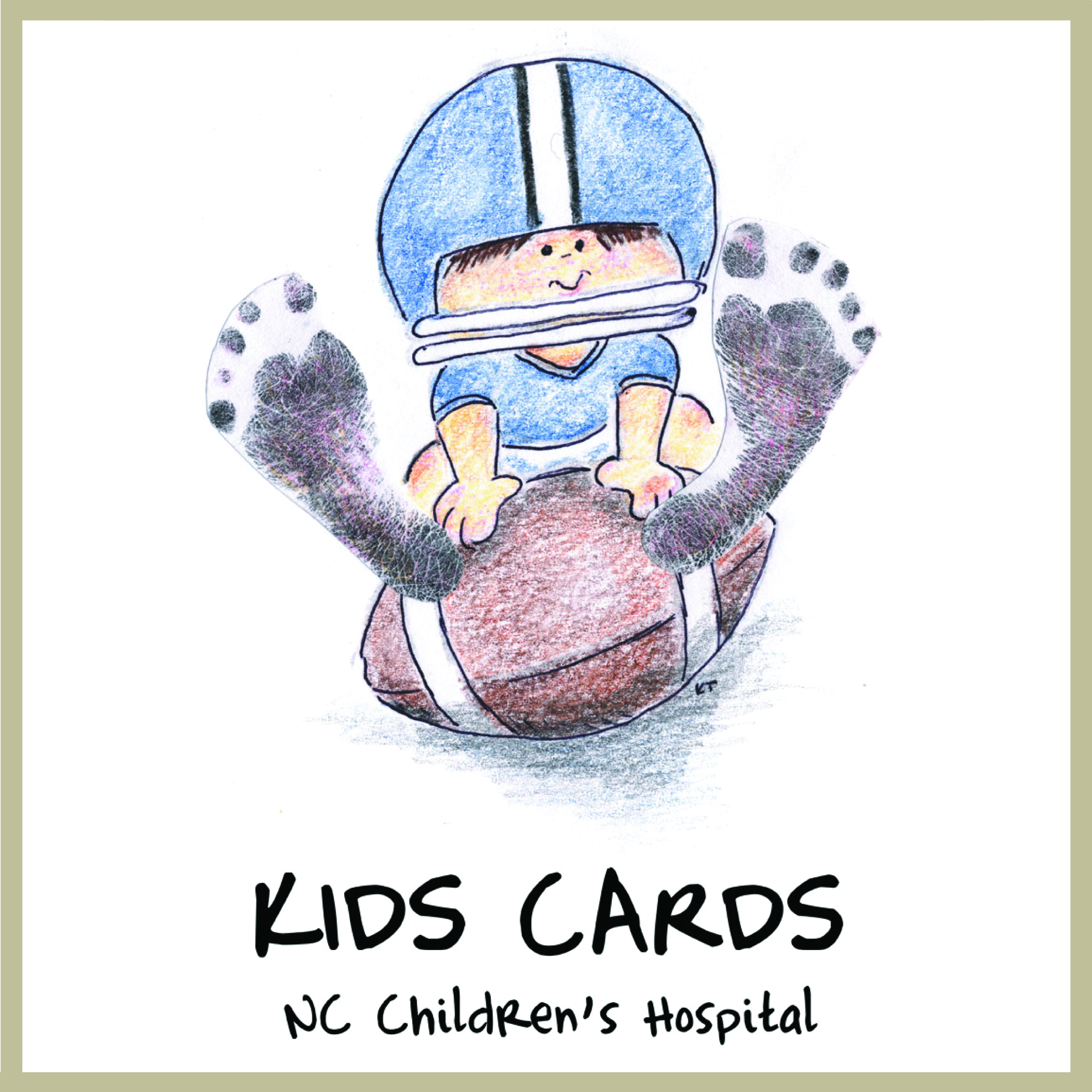
#4: Four-color process. This technique uses four screens (cyan, yellow, magenta and black) to make a print that mimics a full-color photograph. Before you get too excited about this option, please note that it only works on white or natural shirts and, at 40 dpi resolution, can lose a great deal of fine detail in the image. (The Kids’ Cards project at the UNC Children’s Hospital asked us to print their football babies using this process.)
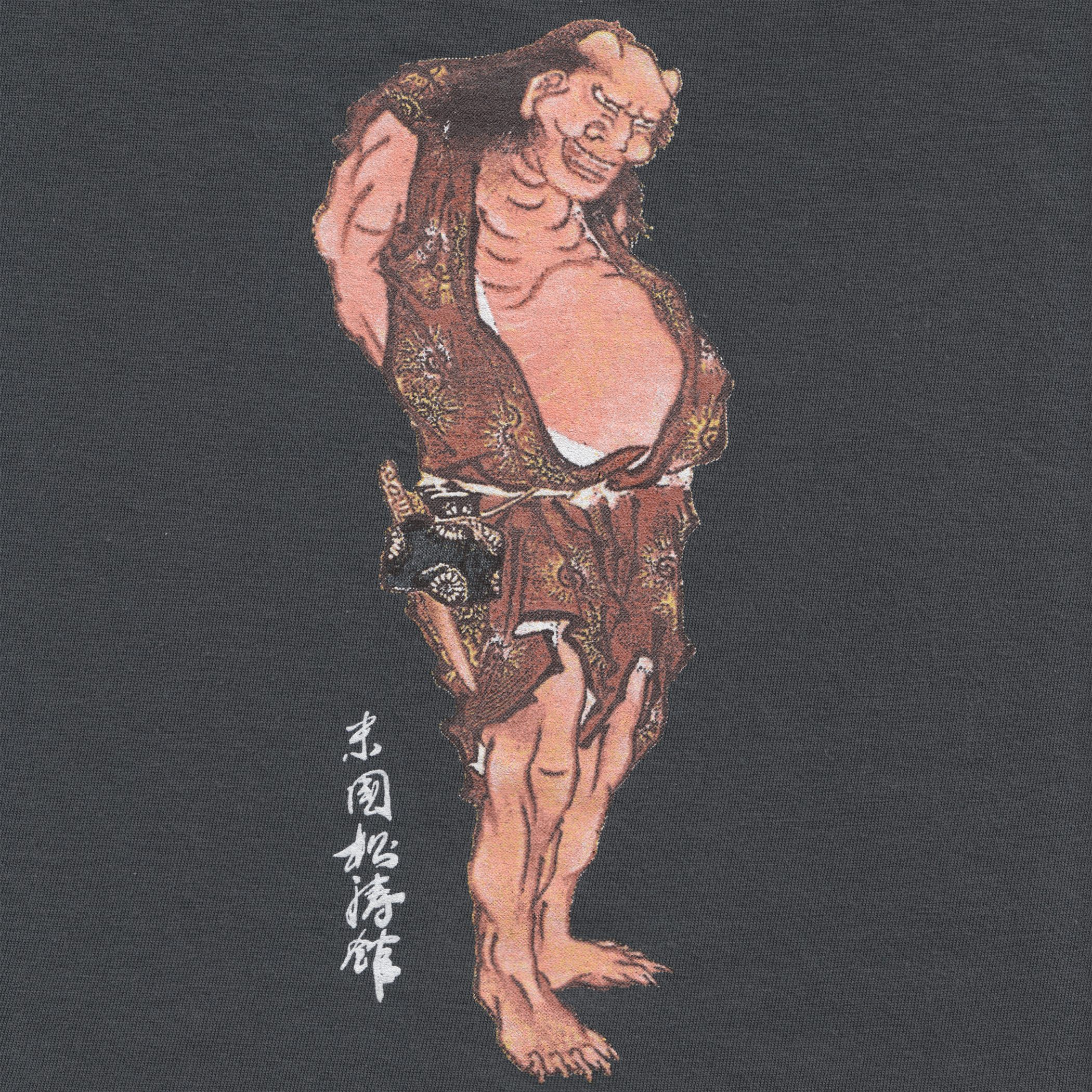
#5: 6-color simulated process. Sounds mysterious, huh? It basically means that we look at the artwork and pick a range of six solid colors that, when transformed from layers in Photoshop, will make a pretty close replica of the original art. (This process has been very successful in recreating old Japanese prints for one of our long-time clients.)
TEAMWEAR
You can outfit your team or club with personalized names and numbers. We can screenprint four, six (the most common) or eight-inch block-style numbers on t-shirts with stencils we keep in stock.
We can also print custom names, which are available in several typefaces and sizes. Please note that this process can take a little longer since we order the stencils from a company specializing in this service.
Depending on your budget, there are many design combinations for outfitting a team. As well as a variety of garment choices, your project could include:



#1) A one-color logo front and numbers on the back is the most common and least expensive approach. (The example above shows a team shirt made for the UNC Employee Recreation league.)
#2) A multi-color logo front, logo and numbers on the back gets a little more complicated. (The example above shows a shirt made for the Bread & Butter recreation league softball team in Carrboro.)
#3) A multi-color logo front, individual stencil names and numbers on the back is the Cadillac of our line-up. (The shirt shown is one we produced for our friends at Jersey Mike’s in Chapel Hill.)
Keep in mind that minimums do still apply (no less than 12 pieces per ink color in your design), including reorders for the next season. You may want to plan ahead and print extras if you expect more teammates to join up later.
